
ステンレス鋼のホースクランプを段階的に正しく取り付ける方法?
 2026.04.02
2026.04.02
 業界ニュース
業界ニュース
簡単な答え: ステンレススチール製ホースクランプを正しく取り付ける方法
をインストールする ステンレス鋼ホースクランプ 正しく言えば、次の 4 つの重要事項に集約されます。 クランプをホース端から 6 ~ 10 mm の位置に置きます 、スクリューハウジングを障害物から離して位置合わせし、最初に手で締めてクランプを均等に固定し、次にメーカーの仕様に従ってトルクをかけます。通常は、 標準ウォームドライブクランプの場合は 2 ~ 4 Nm 。正しく取り付けられたクランプは、300 kPa を超える圧力下でもホースを損傷することなく漏れのないシールを保持します。以下の手順では、適切なクランプの選択から最終的な圧力チェックの実行まで、正しい取り付けプロセスの詳細を説明します。
始める前に適切なステンレススチール製ホースクランプを選択してください
正しいインストールは正しい選択から始まります。間違ったタイプまたはサイズのクランプを使用することが、取り付け失敗の主な原因であり、技術ではありません。自動車、海洋、産業用途で最も広く使用されているタイプは次のとおりです。
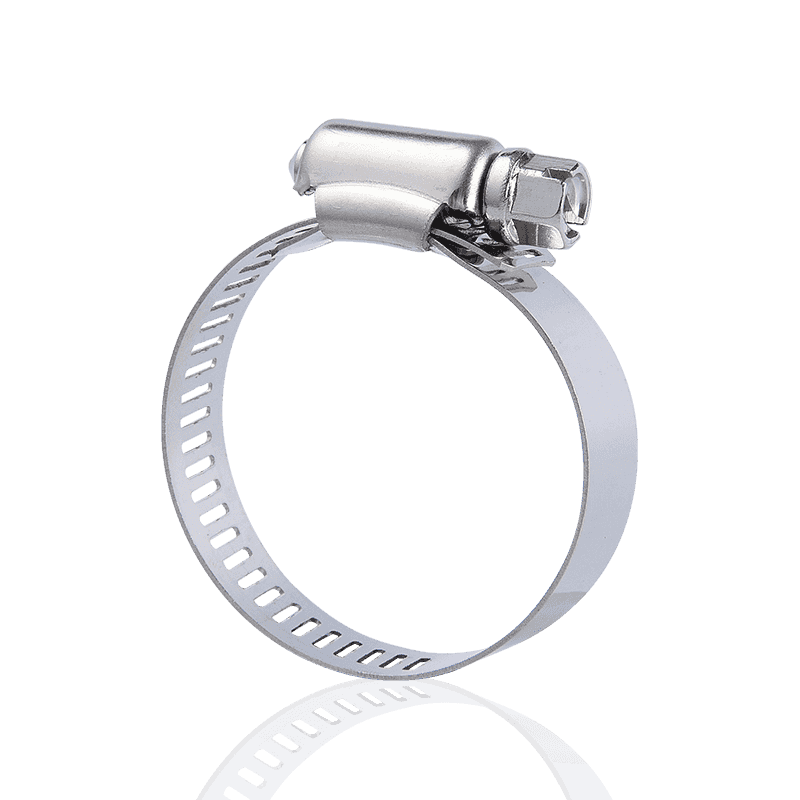
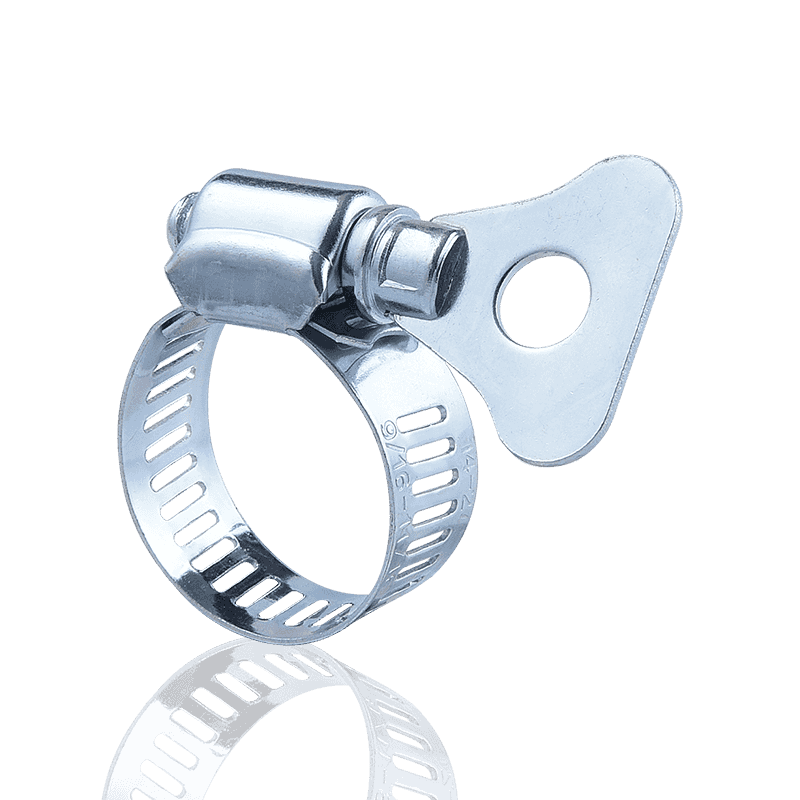
- ウォームドライブ(スクリューバンド)クランプ — 調整可能で、ほとんどの一般的なホース直径に適しています。自動車および灌漑システムにおける標準的な選択肢です。
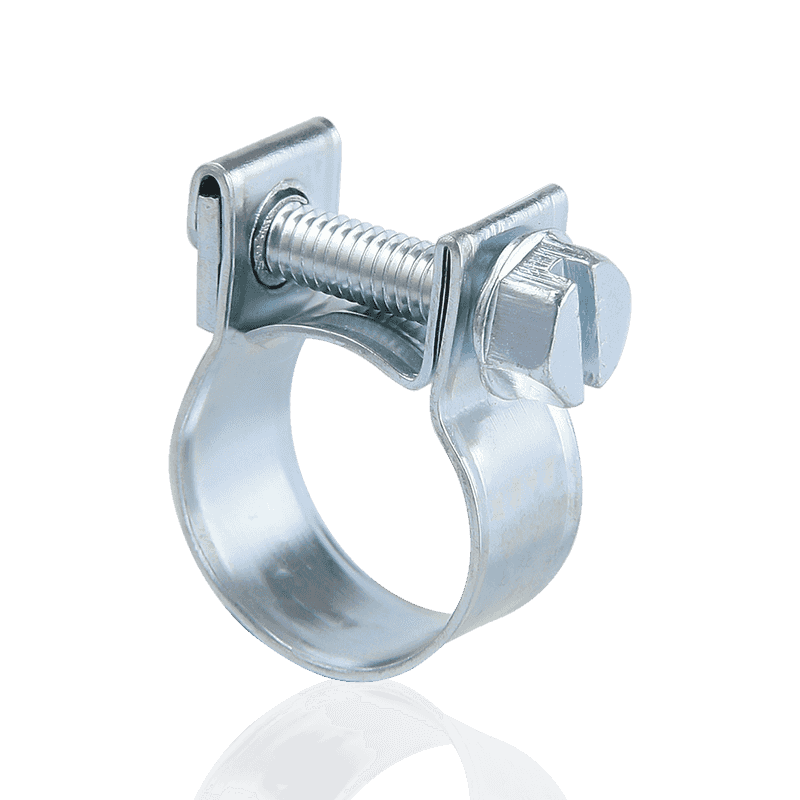
- 片耳 (Oetiker スタイル) クランプ - 一度圧着すると永久的です。耐振動性が重要な燃料ラインや冷却水ラインに使用されます。
- Tボルトクランプ — ターボチャージャーのインタークーラーホースや大径の工業用ホースアセンブリなどの高トルク、ヘビーデューティ用途。
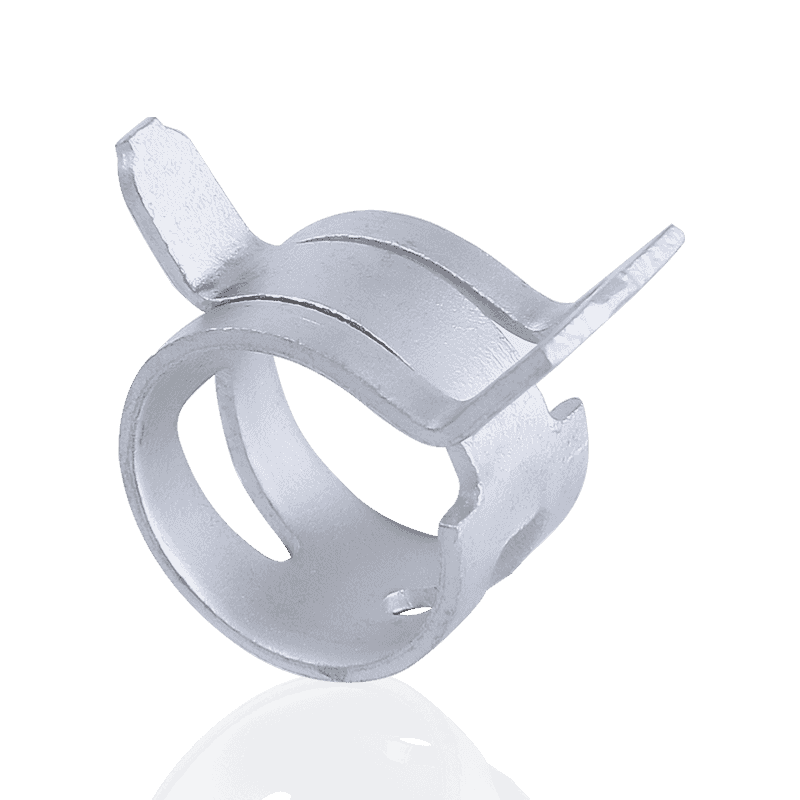
- スプリングクランプ — 熱膨張を補償する一定張力設計。 OEM 冷却システムでは一般的です。
クランプの直径については、 ホースを継手に取り付けたときのホースの外径(OD) — ホースの外径だけではありません。バーブフィッティング上に張られたホースの直径は増加します。調整範囲がこの取り付けられた外径をカバーし、両方向に少なくとも 5 mm の調整が残るクランプを選択してください。
材料のグレードも重要です。 304ステンレス鋼 ほとんどの淡水、燃料、空気の用途に適しています。 316 ステンレス鋼 塩化物による腐食が懸念される海水、化学薬品、沿岸環境では必須です。評判の良い企業から調達 ステンレスホースクランプメーカー 認定された材料グレードと一貫したバンドの厚さを保証します。標準的なウォームドライブ クランプの場合、通常は 0.6 mm ~ 0.8 mm です。
| クランプタイプ | 一般的な直径範囲 | 最大圧力 | 最優秀アプリケーション |
|---|---|---|---|
| ワームドライブ | 8~200mm | 300~500kPa | クーラント、灌漑、燃料 |
| 片耳 | 6~60mm | 最大600kPa | 燃料ライン、ブレーキバキューム |
| Tボルト | 40~160mm | 最大1,200kPa | ターボホース、工業用配管 |
| スプリングクランプ | 10~80mm | 200~400kPa | OEM 冷却、熱サイクル |
必要な道具と準備
インストール前に適切なツールを準備しておくと、エラーが発生する可能性が低くなります。必要なものは次のとおりです。
- マイナス ドライバーまたはプラス ドライバー (ウォーム ドライブ クランプ用)、または 7 mm / 8 mm ナット ドライバー
- トルクドライバーまたはトルクレンチ — 一貫した校正されたクランプ荷重を達成するために不可欠です
- イヤークランププライヤー(片耳クランプ用)
- 清潔な布または糸くずの出ないワイプ
- ホース潤滑剤または中性石鹸水 (破れることなくホースをフィッティングに簡単に装着できるようにするため)
- 定規またはノギス(配置位置確認用)
取り付ける前に、フィッティング (ニップルまたはバーブ) に亀裂、腐食、バリがないか検査してください。たとえ小さなバリであっても、クランプ圧力がかかるとホースの壁を切断する可能性があります。同様に、ホースの端も検査します。ほつれや裂けがなく、きれいにまっすぐに切断されている必要があります。 90度のカットにより、クランプバンドの接触面積が最大になります。
ウォームドライブ ステンレススチール ホース クランプの段階的な取り付け
ウォームドライブタイプは最も一般的なクランプです。 ステンレスホースクランプ工場 。次の手順を順番に実行してください。
ステップ 1 — 組み立て前にクランプをホースにスライドさせます
クランプをホースにねじ込みます 前に ホースをフィッティングに押し込みます。これはよくある間違いです。ホースがすでにフィッティングに取り付けられた後にクランプの位置を決めようとするのは難しく、多くの場合、曲がったフィッティングが発生します。クランプをスライドさせる前に、クランプを最大直径まで開き、アクセスしやすいようにネジのハウジングを外側に向けておきます。
ステップ 2 — ホースに注油してフィッティングに押し込みます
ホースと互換性のある潤滑剤の薄い膜をホースの内面とフィッティングバーブに塗布します(中性石鹸水が効果的です)。ホースが継手の肩部に突き当たって底に突き当たるまで、または完全に押し込まれるまで、ホースを継手に完全に押し込みます。 少なくとも 25 mm のフィッティングがホース内にある ショルダーストップのないフィッティング用。ホースを押しながら少しひねると、ホースが均等に固定されます。
ステップ 3 — クランプを正しい位置に配置する
クランプを所定の位置までスライドさせます ホースエンドから6~10mm 。この配置により、バンドがフィッティングバーブの最も広い部分でホースを確実に圧縮し、シール力を最大化します。ホースの端に近すぎると、圧力によりバンドがホースから滑り落ちる危険があります。後ろに置きすぎると、バーブではなくフィッティングステムの上に配置され、グリップが大幅に低下します。
ステップ 4 — ネジハウジングの向きを調整する
取り付け後にネジハウジングにアクセスできるようにクランプを回転させます。構造コンポーネント、配線、またはその他のホースのすぐ後ろにクランプを配置しないでください。自動車用途では、将来の整備を容易にするために、ねじをホース経路の上部または側面に向けるのが標準的な方法です。ネジハウジングは、 下を向いていない 道路の破片や液体の溜まりが機構を腐食させる可能性がある環境では。
ステップ 5 — 手で締めて均等に固定します。
ドライバーまたはナットドライバーを使用して、クランプネジをゆっくりと手で締め始めます。締めるときにバンドを観察してください。ホースの全周にわたって均等に圧縮されるはずです。ホースが不均一に膨らんだ場合、またはクランプの位置がずれた場合は、続行する前に緩めて中心を再調整してください。バンドがホースにぴったりと隙間が見えなくなるまで手で締めてください。
ステップ 6 — 仕様に合わせた最終トルク
校正されたトルク ドライバーまたはレンチを使用して、指定されたトルクで締め付けます。
- 標準ウォームドライブ (バンド幅 12 ~ 14 mm): 2.0~3.5Nm
- 耐久性の高いウォームドライブ (バンド幅 16 ~ 20 mm): 3.5~5.0Nm
- Tボルトクランプ: 直径に応じて 5.0 – 10 Nm
決して締めすぎないでください。 過剰なトルクはホースに食い込み、バンドを弱め、ねじ山をなめる可能性があります。これは逆説的にクランプ力を低下させ、防止するはずだった漏れを引き起こします。
ステップ 7 — 最初のヒートサイクル後の再トルク
ゴムおよびシリコンホースは、熱圧縮と材料のクリープにより、最初の熱サイクル後にわずかに緩みます。熱を伴うあらゆる用途 - エンジン冷却液、排気隣接ホース、蒸気 - 動作温度で最初の 10 ~ 15 分間動作させた後、クランプを再度締めます。 。この 1 つのステップで、取り付け後の漏れの大部分を防ぐことができます。
をインストールする Single-Ear Clamp: A Different Process
片耳クランプ - あらゆるメーカーの一般的な製品 中国 ステンレス鋼ホースクランプ サプライヤー — 取り付け後は調整できず、圧着するにはイヤークランププライヤーが必要です。プロセスは大きく異なります。
- アセンブリを取り付ける前に、開いたクランプをホース上にスライドさせます。
- ホースをフィッティングに完全に押し込みます。
- クランプの耳をフィッティングバーブの中心の真上に配置します (通常はホースの端から 8 ~ 12 mm)。
- イヤークランププライヤーのジョーの間に耳を置き、ジョーが耳のくぼみに完全に収まっていることを確認します。
- 耳が完全に潰れて平らになるまで、一度にしっかりと連続的にペンチを押し込みます。
- 圧着された耳を検査します。亀裂がなく均一に平らである必要があります。耳が分かれている場合は、プライヤーの位置が正しくないことを示しており、クランプを交換する必要があります。
片耳クランプは再利用できません。何らかの理由でクランプを取り外す必要がある場合は、クランプを切断して新しいものと交換してください。圧着された耳を再び開けようとすると、金属が弱くなり、密閉力が最大で損なわれます。 40% .
よくあるインストールの間違いとその回避方法
- クランプをホース先端に近付けすぎる ――バンドには掴みどころがないんですよね。切断端から 6 ~ 10 mm 後方、フィッティングバーブの上に配置します。
- 締めすぎ — ホース損傷の最も一般的な原因。推測ではなく、トルク ツールを使用してください。ホースの材質がバンドの下で目に見えて変形する場合は、トルクが高すぎます。
- をインストールする clamp on a dirty or wet surface — バンドの下に湿気、油、またはゴミがあると、完全な接触が妨げられます。組み立て前にホースと継手を洗浄し、乾燥させてください。
- 磨耗したドライバー、またはサイズが小さいドライバーを使用する — ねじスロットへのカムアウトによる損傷により、適切なトルクの適用が妨げられます。正しい工具を使用し、ネジの頭と面一になるようにしてください。
- 再トルクステップのスキップ — 前述したように、これは熱用途における設置後の漏れの大部分の原因となっています。
設置後の検査とテスト
目視検査だけでは、漏れのない設置を確認するのに十分ではありません。インストール後、次のチェックを実行します。
- 目視チェック: バンドが平らで均一で、ねじれや座屈がないことを確認します。スクリューハウジングは片側に傾いてはいけません。
- 圧力テスト: 水または油圧ホース アセンブリの場合は、使用圧力の 1.5 倍まで加圧し、60 秒間保持します。クランプバンドの端に滲みや滴りがないか点検します。
- 機能サイクル: エンジン冷却ホースの場合は、エンジンを最高動作温度まで運転し、少なくとも 1 回は低温に戻します。動作温度で漏れがないか検査し、冷却後に再度検査してください。
- トルクの検証: 最初の熱サイクルの後、クランプをさらに 0.25 ~ 0.5 Nm 締めてみます。ネジが回転すると、クランプが緩んでおり、適切なクランプ力を回復するためにこの追加のトルクが必要になります。
メンテナンスと耐用年数に関する考慮事項
正しく取り付けられたステンレススチール製ホースクランプの耐用年数は、多くの場合ホース自体の寿命を超えます。ただし、特に困難な環境では、定期的な検査を行うことをお勧めします。推奨される保守間隔:
- 自動車/オフロード: 24 か月ごと、または 40,000 km ごとのどちらか早い方で点検してください。バンドの腐食、ネジのカムアウト、バンド下のホースの変形がないか確認してください。
- 海洋/沿岸: 12 か月ごとに点検してください。 316 グレードのステンレス鋼であっても、塩水が噴霧される環境では表面の錆 (茶渋) が発生する可能性があります。これは見た目上の問題ですが、監視する価値があります。
- 工業用配管: 計画されたメンテナンス停止のたびに検査してください。取り付け記録と照合してトルク値を確認してください。
目に見えるバンドの亀裂、著しい腐食孔、またはトルクを維持できなくなったネジが見られるクランプは交換してください。 損傷したステンレススチール製ホースクランプを修理しようとしないでください。 — 交換コストは、故障による漏れのコストと比較すると無視できます。
慈渓恒陀ハードウェア有限公司について
Cixi Hengtuo Hardware Co., Ltd. プロフェッショナルです ステンレスホースクランプメーカー 18年以上の生産経験があります。 2005 年に設立されたこの工場は、現在 100 名近くの熟練労働者を雇用しており、年間生産量は 3,000万個のホースクランプ 複数のシリーズと仕様にわたって。
浙江省慈渓市に位置するこの施設は、寧波の北侖国際船舶ターミナルの東側近くに戦略的に位置しており、主要な物流通路へのアクセスが便利です。主役として 中国 ステンレス鋼ホースクランプ この工場は、英国式、ドイツ式、アメリカン式、ストロング スタイル、および片耳クランプを製造しており、特定の寸法と材料の要件を満たす完全なカスタム生産をサポートしています。
すべての製品は、 高い引張強度、耐高圧性、耐食性 であり、エンジン、トラクター、船舶、スプリンクラー灌漑システム、建物の排水などの石油、ガス、液体ホースのインターフェースなど、自動車、船舶、農業、建設用途で広く使用されています。 Cixi Hengtuo は、高度な製造設備、厳格な品質検査、開発から納品までのワンストップ サービス モデルを備えており、国内および国際市場で信頼できる評判を築いています。専用として ステンレスホースクランプ工場 、すべての顧客に対する品質保証、一貫した納品、継続的な改善という取り組みは明確です。
よくある質問
Q1: ステンレス鋼のホースクランプはどのくらい締めるべきですか?
標準のウォーム ドライブ クランプの場合、正しいトルクは次のとおりです。 2.0~3.5Nm 12 ~ 14 mm のバンド幅用。ホースはしっかりしていて、バンドの下でわずかに圧縮されているように感じられますが、変形したり、膨らんだり、表面に傷が見られたりすることはありません。
Q2: ステンレスホースクランプは取り外しても再使用できますか?
バンドが損傷しておらず、ネジが正しくトルクを保持している場合、ウォーム ドライブ クランプは通常再利用できます。片耳 (圧着式) クランプは、取り外した後は必ず交換する必要があります。安全に再圧着することはできません。
Q3: 304 ステンレス鋼ホースクランプと 316 ステンレス鋼ホースクランプの違いは何ですか?
304ステンレス鋼 suits most general-purpose applications. 316 stainless steel adds molybdenum, giving it significantly better resistance to chloride corrosion — making it the correct choice for marine, coastal, and chemical environments.
Q4: ホースクランプを締めても漏れ続けるのはなぜですか?
最も一般的な原因は、不適切なクランプの位置 (継手のバーブの上にない)、ホースまたは継手の表面の汚れ、ホースの直径に対して大きすぎるクランプ、または再トルクが必要なヒートサイクル後のホースの緩みです。クランプを交換する前に各要素を確認してください。
Q5: 正しいクランプ直径を選択するにはどうすればよいですか?
ホースをフィッティングに押し込んだ後のホースの外径を測定します。裸のホースの外径ではありません。調整範囲がこの取り付け直径をカバーし、締める側と緩める側の両方で少なくとも 5 mm の調整が残るクランプを選択してください。
Q6: ステンレス鋼ホースクランプは高温シリコンホースにも使用できますか?
はい - ステンレス鋼のクランプは、高温用途のシリコン ホースに最適です。 150°C 以上で動作する場合は、H グレードまたは SH グレードのクランプ材料を使用し、シリコーンはゴムよりも大きな熱緩和を示すため、最初の熱サイクルの後に必ず再トルクを加えます。








当社は生産、販売、アフターセールスのあらゆる面で卓越性を追求し、顧客満足を保証することが企業の不変の目的です。
お問い合わせ
-
Address:中国浙江省慈渓市周郷鎮周湖路222号
-
Phone: +86-13736108443
-
Tel: +86-574-63441573
-
Fax: +86-574-63452355
-
E-mail:
著作権? 慈渓恒陀ハードウェア有限公司 権利は留保されています。 卸売ホースクランプメーカー 中国ホースクランプ工場
